
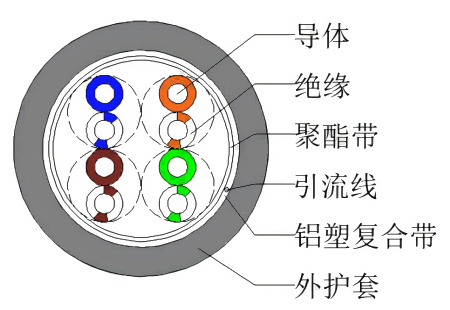
Quando un sistema di cavi viene posato sottoterra, in un passaggio sotterraneo o in un ambiente acquatico soggetto ad accumulo d'acqua, per impedire che vapore acqueo e acqua penetrino nello strato isolante del cavo e per garantirne la durata, è necessario adottare una struttura a barriera impermeabile radiale, composta da una guaina metallica e una guaina composita metallo-plastica. Piombo, rame, alluminio e altri materiali metallici sono comunemente utilizzati come guaine metalliche per i cavi; un nastro composito metallo-plastico e una guaina in polietilene formano la guaina composita metallo-plastica di un cavo. La guaina composita metallo-plastica, nota anche come guaina integrata, è caratterizzata da morbidezza, portabilità e permeabilità all'acqua molto inferiore rispetto alle guaine in plastica o gomma, risultando adatta ad ambienti con elevati requisiti di impermeabilità, ma rispetto alla guaina metallica, la guaina composita metallo-plastica presenta comunque una certa permeabilità.
Negli standard europei per cavi di media tensione come HD 620 S2: 2009, NF C33-226: 2016, UNE 211620: 2020, il nastro di alluminio rivestito in plastica su un solo lato viene utilizzato come copertura impermeabile completa per i cavi di alimentazione. Lo strato metallico del nastro di alluminio rivestito in plastica su un solo latonastro di alluminio rivestito in plasticaè a diretto contatto con lo schermo isolante e svolge contemporaneamente la funzione di schermo metallico. Nello standard europeo, è necessario testare la forza di spelatura tra il nastro di alluminio rivestito in plastica e la guaina del cavo ed eseguire test di resistenza alla corrosione per misurare la resistenza radiale all'acqua del cavo; allo stesso tempo, è anche necessario misurare la resistenza in corrente continua del nastro di alluminio rivestito in plastica per misurarne la capacità di condurre corrente di cortocircuito.
1. Classificazione del nastro di alluminio rivestito in plastica
In base al diverso numero di strati di pellicola di plastica applicati al substrato di alluminio, si possono distinguere due tipi di processo di rivestimento longitudinale: nastro di alluminio rivestito in plastica su entrambi i lati e nastro di alluminio rivestito in plastica su un solo lato.
Lo strato protettivo completo, impermeabile e resistente all'umidità, dei cavi di alimentazione a media e bassa tensione e dei cavi ottici, composto da nastro di alluminio rivestito in plastica su entrambi i lati e da guaine in polietilene, poliolefine e altri materiali, svolge la funzione di protezione radiale dall'acqua e dall'umidità. Il nastro di alluminio rivestito in plastica su un solo lato è utilizzato principalmente per la schermatura metallica dei cavi di comunicazione.
In alcune normative europee, oltre ad essere utilizzato come guaina impermeabile completa, il nastro di alluminio rivestito in plastica su un solo lato viene impiegato anche come schermatura metallica per cavi di media tensione, e la schermatura con nastro di alluminio presenta evidenti vantaggi in termini di costi rispetto alla schermatura in rame.
2. Processo di avvolgimento longitudinale del nastro di alluminio rivestito in plastica
Il processo di avvolgimento longitudinale del nastro composito alluminio-plastica si riferisce al processo di trasformazione del nastro di alluminio rivestito in plastica dalla sua forma piatta originale alla forma tubolare attraverso una serie di deformazioni dello stampo, e al successivo incollaggio dei due bordi del nastro di alluminio rivestito in plastica. I due bordi del nastro di alluminio rivestito in plastica risultano piatti e lisci, i bordi sono incollati saldamente e non si verifica alcun distacco tra alluminio e plastica.
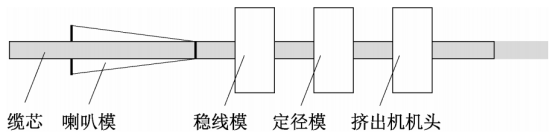
Il processo di trasformazione del nastro di alluminio rivestito in plastica da forma piatta a forma tubolare può essere realizzato utilizzando una matrice di avvolgimento longitudinale composta da una matrice a corno di avvolgimento longitudinale, una matrice di stabilizzazione della linea e una matrice di dimensionamento. Il diagramma di flusso della matrice di stampaggio per avvolgimento longitudinale del nastro di alluminio rivestito in plastica è mostrato nella figura seguente. I due bordi del nastro tubolare di alluminio rivestito in plastica possono essere uniti mediante due processi: incollaggio a caldo e incollaggio a freddo.
(1) Processo di incollaggio a caldo
Il processo di termosaldatura consiste nell'utilizzare lo strato di plastica del nastro di alluminio rivestito in plastica, che viene ammorbidito a 70~90℃. Durante il processo di deformazione del nastro di alluminio rivestito in plastica, lo strato di plastica in corrispondenza della giunzione viene riscaldato utilizzando una pistola ad aria calda o una fiamma ossidrica, e i due bordi del nastro di alluminio rivestito in plastica vengono incollati insieme sfruttando la viscosità dopo l'ammorbidimento dello strato di plastica. Incollare saldamente i due bordi del nastro di alluminio rivestito in plastica.
(2) Processo di incollaggio a freddo
Il processo di incollaggio a freddo si divide in due tipologie: la prima prevede l'aggiunta di una matrice stabile e allungata tra la matrice di calibro e la testa dell'estrusore, in modo che il nastro di alluminio rivestito in plastica mantenga una struttura tubolare relativamente stabile prima di entrare nella testa dell'estrusore. L'uscita della matrice stabile è vicina all'uscita del nucleo della matrice dell'estrusore e il composito alluminio-plastica entra immediatamente nel nucleo della matrice dell'estrusore dopo l'estrazione della matrice stabile. La pressione di estrusione del materiale di rivestimento mantiene la struttura tubolare del nastro di alluminio rivestito in plastica e l'alta temperatura della plastica estrusa ammorbidisce lo strato plastico del nastro di alluminio rivestito in plastica, completando così il processo di incollaggio. Questa tecnologia è adatta per nastri di alluminio rivestiti in plastica a doppio strato. L'attrezzatura di produzione è semplice da utilizzare, ma la lavorazione dello stampo è relativamente complessa e il nastro di alluminio rivestito in plastica tende a rimbalzare.
Un altro processo di incollaggio a freddo prevede l'utilizzo di adesivo termofusibile. L'adesivo termofusibile, fuso da una macchina estrusore nella posizione dello stampo a corno di avvolgimento longitudinale, viene applicato su un lato del bordo esterno del nastro di alluminio rivestito in plastica. I due bordi del nastro di alluminio rivestito in plastica vengono quindi incollati con l'adesivo termofusibile attraverso una matrice di dimensionamento e una linea di stabilizzazione. Questa tecnologia è adatta sia per nastri di alluminio rivestiti in plastica su entrambi i lati che su un solo lato. La lavorazione dello stampo e le attrezzature di produzione sono semplici da utilizzare, ma l'effetto di incollaggio è fortemente influenzato dalla qualità dell'adesivo termofusibile.
Per garantire l'affidabilità del funzionamento del sistema di cavi, la schermatura metallica deve essere collegata elettricamente con la schermatura isolante del cavo, quindi come schermatura metallica del cavo deve essere utilizzato un nastro di alluminio rivestito in plastica su un solo lato. Ad esempio, il processo di incollaggio a caldo menzionato in questo documento è adatto solo per la doppia faccianastro di alluminio rivestito in plastica, mentre il processo di incollaggio a freddo con adesivo termofusibile è più adatto per nastri di alluminio rivestiti in plastica su un solo lato.
Data di pubblicazione: 30 luglio 2024